精米についての研究
精米の目的 醸造用白米は食用の白米に比べてはるかに高い精白度(お米の表面を削 精米器 酒米用の精米器は高精白を必要とするために研削式精米器が使用されます。研 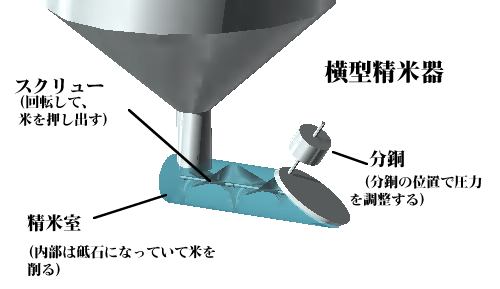 横型研削型は主に飯米用に使用されるもので、上の図のように横型の精米器は スクリューによってお米が精米室の中を移動する間に精米室の壁によって削ら れる方式です。お米の出口には分銅で常に一定の圧力が与えられていて、これ によってどの程度の力でお米を削るかが決められるわけです。たた、図のよう に強引にスクリューで米を押し出すために、高い精白度の高い精米をするには 不向きです。
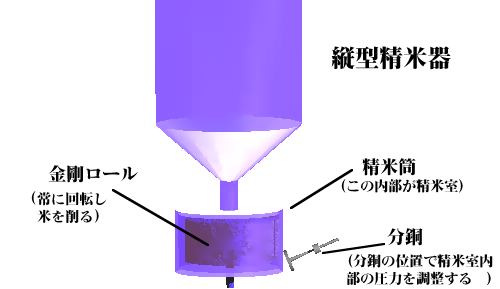 削り取る方式によるものです。精米室の出口に分銅を備えた抵抗板にによって 充満し、ロールに押しつけられ精米が進みます。縦型、横型ともに精米室を出 たところに「ふるい」があり、糠と分離され、再びバケットコンベアーで精米 室の上にある米タンクに送り込まれ、何度も精米室を通るうちに精米が進みま す。 精米はロールの回転速度と抵抗の組み合わせによって行いますが、初期は回転 実際の精米にかかる時間は20型精米器で玄米600kg(10俵)を精米歩合75%ま 高精白精米器 吟醸酒などの高級酒造りのために精米歩合60%以下の高精白が比較的容易にで きる精米器を「高精白精米器」と呼びます。基本的な構造は縦型精米器と同じ ですが、その特徴としては、 1,金剛ロールのメッシュを細かくして、破米の発生を防ぐ。 2,金剛ロールの形状を変えて表面積を大きくすることで、精米時間を短縮させる。 3,インバータでロールの回転数を変えることで破米の発生を防ぐ。 4,コンピュータ制御によって無人運転が可能。 などが上げられますが、それでも通常50%精白に2昼夜、40%精白に3昼夜をも の時間がかかります。 原形精米・扁平精米 精米器のセットを変えていくと、その精白米の形状が色々と異なって出来上がってきます。金剛ロールの回転を上げて、白米出口の抵抗圧力を小さくすると 白米は丸くなり、(球状精米)回転速度を落とし、白米出口の抵抗圧力を大き くとると細長くなります。(棒状精米) 70%近くまで精米する時は、初めのころは球状精米をして、胚芽を削り、次に かつては、この原形精米が最良とされていましたが、現在では扁平精米(等厚 精米巧拙の判定法(新MG染色法) 精米はのでき具合は見た目にも判断できますが、薬品を使うことにより、よ り正確に判断することができます。メチレンブルーとエオシンのアルコール溶 液に浸けると、米の外皮、胚芽、溝、糊粉層はメチレンブルーで青く染まり、 胚乳部はエオシンでピンクに染められるので容易に判断する事ができます。単 座(連座)運転・連続精米 一台または、数台の精米器を設置した工場で、全 精米工程を各々一台単位の運転で仕上げる方法を単座運転といいます、これに 対して何台かの精米器を連ねて設置し、各精米段階に応じて順々に精米器を取 り替えて精米する方法を連座式精米といいます。また、多数の精米器を順番に 一つづつ通るうちにすべての精米が完了しているという大がかりな設備を使う 精米を連続式精米といいます。 |